Toll Free: 1800 419 3356(7:00 am to 10:00 pm on All Days)

Moving Mountains - No matter how fast your shearer can cut, you can’t keep cutting until you move the coal away from the face. Cat® Armored Face Conveyors (AFCs) are designed to keep things moving and to carry the maximum possible amount of coal smoothly away from the coalface. They are designed for high availability and economy in operation. They are easy to maintain and offer long service life and a great return on investment to mine operators.
Get a QuoteMoving Mountains - No matter how fast your shearer can cut, you can’t keep cutting until you move the coal away from the face. Cat® Armored Face Conveyors (AFCs) are designed to keep things moving and to carry the maximum possible amount of coal smoothly away from the coalface. They are designed for high availability and economy in operation. They are easy to maintain and offer long service life and a great return on investment to mine operators.
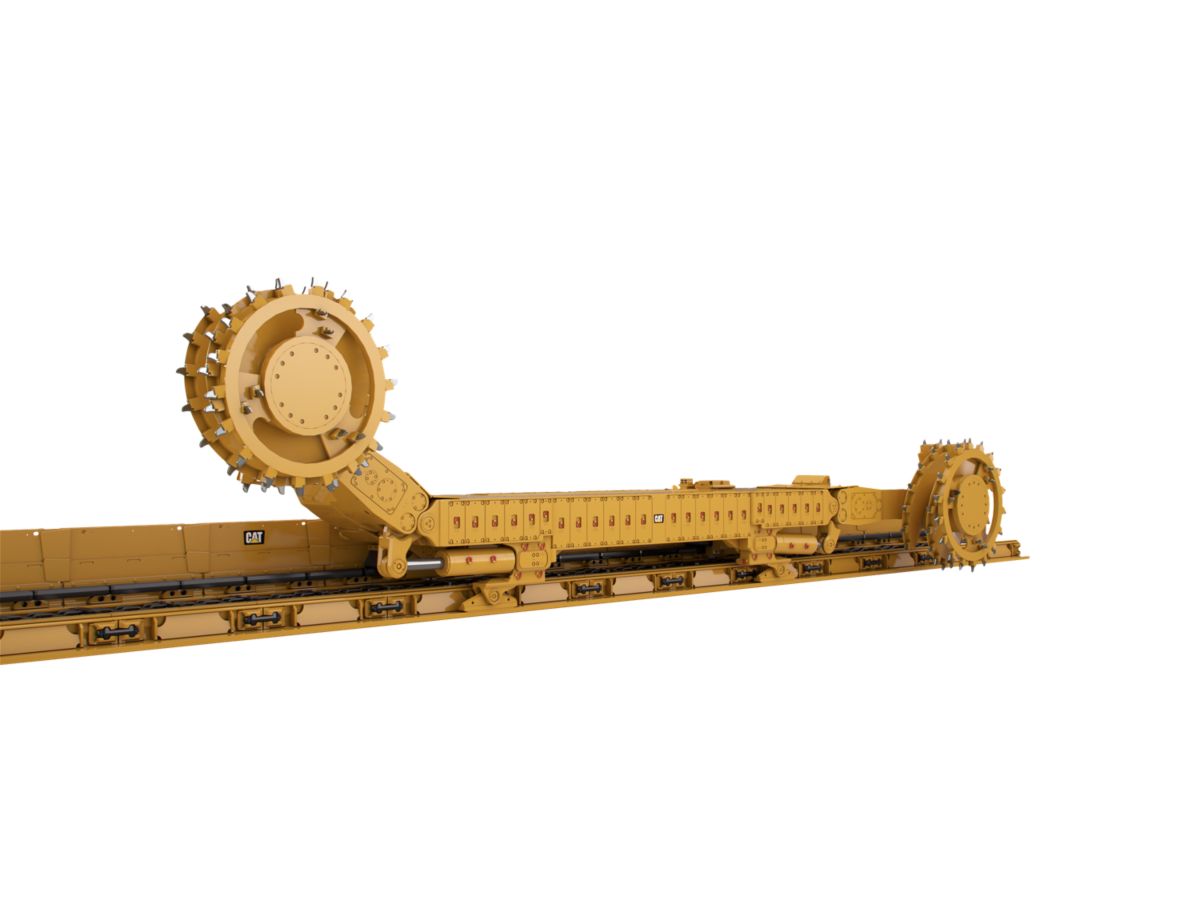
There are many parts to an Armored Face Conveyor: shearer haulage system, drives, drive frames and sprockets, gearboxes, line pans, chain conveyors as well as entry conveyors and belt tailpieces. Each of these components has to be engineered to perfection, but also has to work together optimally with the other parts of the system.
Cat AFC components achieve this. Each is designed for powerful, reliable and economical operation with low maintenance over a long service life, promoting high productivity and delivering a great return on investment.
Cat rackbar shearer haulage systems meet the demands of today’s high-performance shearers. We use design and material selection aimed at achieving maximum system availability, longest possible shearer, sprocket and trapping shoe life and on-system suitability for seam undulations.
As with all Cat products, these systems are the result of extensive R&D work and comprehensive laboratory and field testing. This ensures the optimum solution for haulage system and sprocket. This led to a unique design concept with optimized first/last tooth geometry rackbars available with pitches of 126 mm for medium-production and 146/151 mm for high-production shearers.
Head-gate drive frames operated today are typical of the cross-frame design. Different capacity ratings are available depending on the total power required. The frame sides are manufactured from thick, solid plates to handle the high torque that may be generated and to ensure an adequate safety margin. Flange plates used to mount the transmission units enable easy rehanding.
• Head drive does not cause a production bottleneck, maximum stability at maximum power, high power drives can be installed, upgrade normally possible, high AFC performance and availability
The latest development is a drive frame with replaceable one-piece sprocket/shaft/bearing - a “drive module.” These are available in various sizes to suit individual power requirements, right up to 2 × 1800 kW (2,412 hp) per drive. The drive module is identical for both main and tail drive. The drive frames are independent of the gearboxes used - flange plates and stub shafts are used for interfacing. Two hydraulic cylinders are integrated in the frames for disassembly of the drive module. These are powered by an external pump. There are similar designs for smaller drive frames.
• Drive module can be replaced underground without disassembly of the gearboxes, drive units are available in different sizes and are independent of the gearbox used
In contrast to conventional sprockets, the Cat GR sprocket is specially designed to spread the load across three teeth, ensuring maximum contact surface between the chain links and the sprocket teeth during operation. This results in lower wear and extended life of the sprocket and the chain.
• More efficient power transmission with GR sprocket (97% vs. 93%), resulting in extended sprocket and chain life and less chain stretch
Tail drives are normally the tensionable type, especially with long faces and/or high installed power. These have a stroke of 0.50 m for shorter, less powerful conveyors, and 1 m for long faces or conveyors with extremely high installed power. These allow control of 1 m and 2 m of slack chain respectively. An automated system keeps the AFC chain at optimum tension during operation.
• Maximum chain life and minimum conveyor downtime for double cut
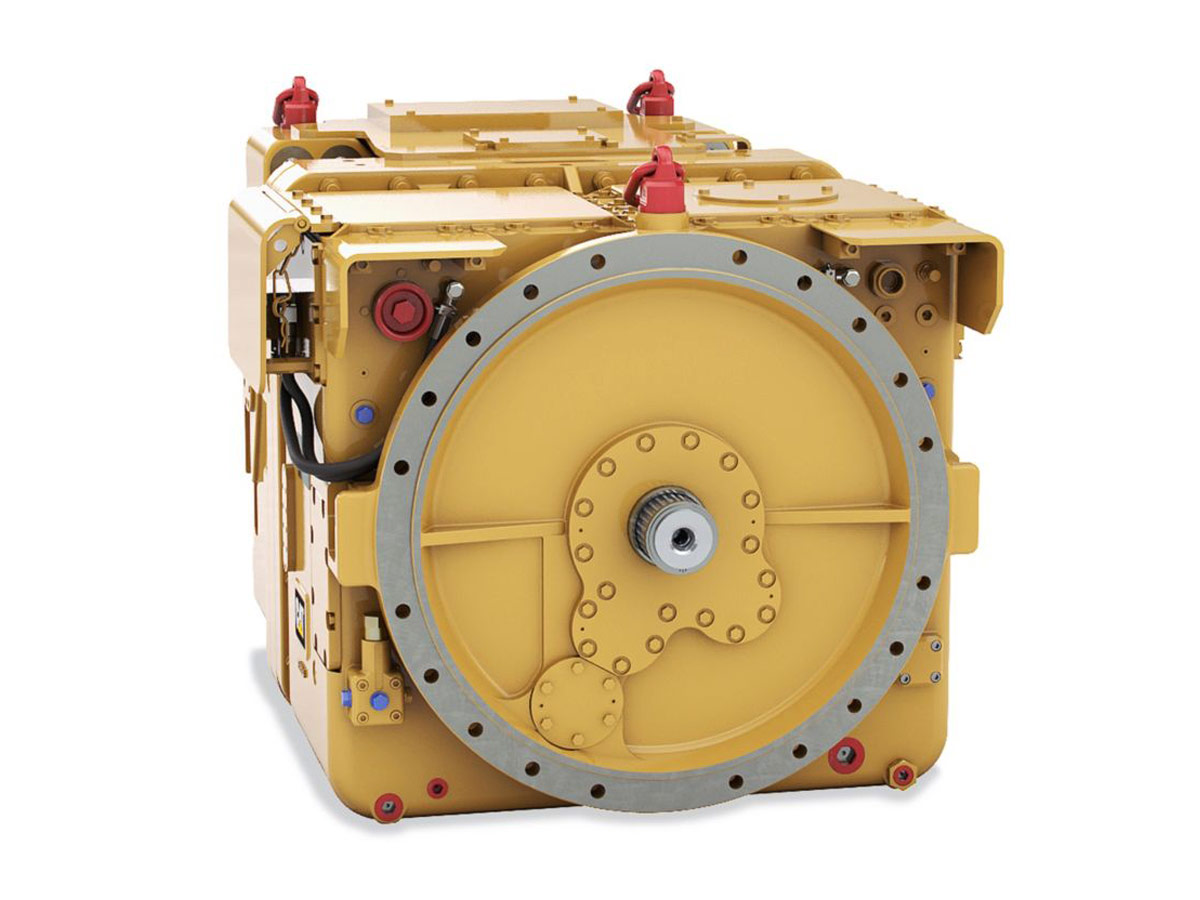
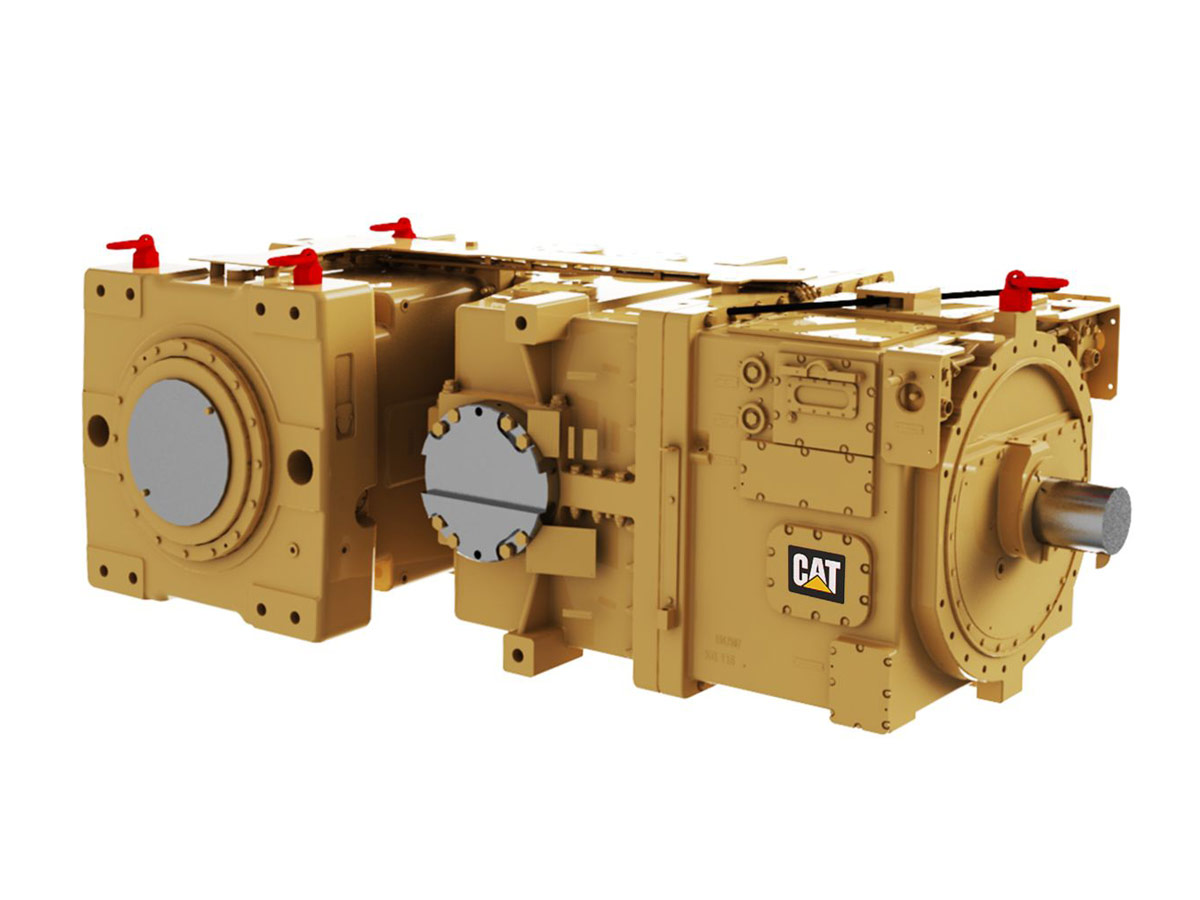
Caterpillar offers gearbox solutions - simple planetary or bevel-spur gearboxes for low-power requirements and the installation of a clutch between motor and gearbox for medium-power installations.
The UEL gearbox - a planetary gearbox with an integrated clutch - is designed for higher-power requirements. This friction clutch is closed through face support hydraulic fluid. A hydraulic control system allows the clutch to be set to a certain torque.
Overload protection is achieved by measuring the slip of each gearbox. In the event of a chain stall, both motors are switched off. Alternatively, the clutches at both drives can be opened using an optional drive control unit. The Controlled Start Transmission (CST) drive system is designed for long, high-capacity faces. This drive system allows no-load motor startup, synchronized soft-start and heavy-load startup, as well as accurate load sharing and excellent overload protection.
• Caterpillar has the right drive for your application ensuring smooth and safe operation of the conveyor with overload protection and a range of other safety features as required
For years, we have been matching chain and sprocket design in high-performance face conveyors to achieve optimum performance and service life. This resulted in the 42 × 146 mm (1.70 × 5.70 in) combination chain, the standard chain for applications in the USA and Australia since 1991, and later in the 48 × 144/160 mm (1.90 × 5.70/6.30 in) chain for what was then the world’s most powerful conveyor installation with 3 × 1000 kW (3 × 1,341 hp) on a single longwall face conveyor.
The latest development is the Cat PowerChain. It is available in sizes 34, 42 and 52. Size 52 is designed to be used with up to 1200 kW (3 × 1,608 hp), with a chain suitable for up to 1800 kW (3 × 2,412 hp) under development.
The wide, arc-shaped cross-section of the vertical links allows a low-profile line pan and the special shape of the horizontal link provides a large running surface where required, drastically reducing surface pressure and chain-joint wear. The method for attaching the flight bar is patented. The PowerChain 42 × 140 mm (1.7 × 5.5 in) has a breaking force of 2370 kN, the PowerChain 52 × 175 mm (2.0 × 6.9 in) of 3610 kN.
• Faster removal of mined coal by providing high-reliability, high-availability transportation with design features ensuring low wear and long service life, greater permissible elongation of chain compared to round link
Entry conveyor or stageloader pans are normally of the same type as used in the face. These are normally wider than the AFC. While the return roller is integrated into the cross frame design, the head drive frame of the stageloader is tensionable using hydraulic cylinders. The crusher, usually an impact roller, is integrated into the stageloader design. The following goose-neck lifts the stageloader discharge over the belt tail piece. Belt tail pieces are available in fixed-, skid- or crawler-mounted versions with an overlap of up to 3.5 m (11.5 ft), all equipped with self-cleaning return drums. The operator can use any specified belt width in this tailor-made equipment.
• Stageloader and crusher completely matched to AFC, both with higher capacity to prevent bottlenecks; tailor-made belt tailpiece for required capacity and belt dimensions, allowing BTP to handle longitudinal and lateral entry gradients; automated chain tensioning system
Rolled steel is smoother, stronger and harder-wearing than a casting and generates less friction and noise.
That’s why Caterpillar has focused on rolled steel designs for line pans. All aspects of the line pans have been engineered with reliability, productivity and serviceability in mind.
The profiles are designed to maximize the contact area between the flight bar and the profile, thus minimizing contact pressure during operation.
• Minimizes friction, reduces power requirements for the face conveyor and results in longer service life of the flights and profiles
Rolled material has a smoother surface than castings. The material shows maximum wear resistance after initial material conveyance.
• Lower friction and longer service life for wear parts. Up to 10 million tonnes (11 million tons) under normal conditions and up to 20 million tonnes (22 million tons) under favorable conditions.
The forged dogbone pocket and the designed breaking force of up to 4500 kN guarantee safe operation of the conveyor at all times. Sophisticated design has been further optimized, ensuring greater tensile strength to reduce stress spikes and ensure perfect protection of the dogbone pocket and the pan itself in the event of an overload.
• Longer service life of dogbone pockets, no damage to conveyor or dogbone housing as the dogbone always breaks first
Cat line pans feature convex/concave pan ends that ensure reduced noise levels.
Our line pans are suitable for bi-directional operation.
Cat PF line pans have a rolled profile design. Each of the identical profiles are attached with two welds to the top plate of chosen length and width. This results in great flexibility in pan design. Only one of the welds is located in the wear area of the line pan in the top strand.
• High stability of the pan ensured by three welds even when the top plate is totally worn out
The top plate is made of wear-resistant material. The thickness varies from 30 mm (1.2 in) (PF3) to 50 mm (2.0 in) (PF5).
• Long service life with matched profile type end
The line pans are designed to allow deflection between individual line pans of ± 6° vertically and 0.8-1.2° horizontally.
• Increased flexibility, adaptation to undulating seams, short snake sections possible
Transverse forces are transferred through the top plate to the relay bar arrangement.
• High pan stability, even for high-reaction forces; safe operation; low noise; minimum maintenance; full reversibility
A sliding inspection door typically installed in every 6th pan and every special pan allows access to the bottom race of the chain conveyor. The integrated drawer guide ensures safe seating of the doors. The inspection door can be removed from gob or face side.
• Easy access to bottom chain, minimum downtime during maintenance or repair