Toll Free: 1800 419 3356(7:00 am to 10:00 pm on All Days)

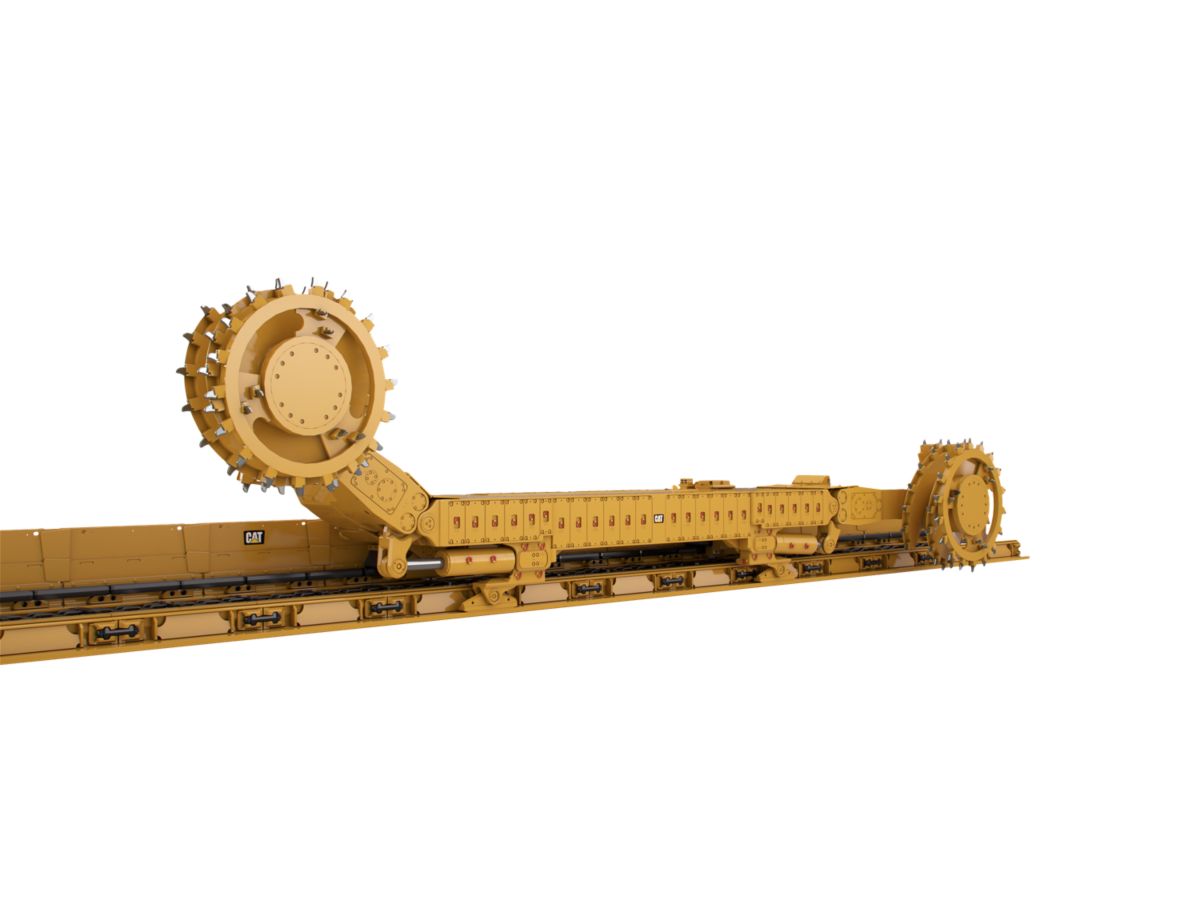
Cat® Controlled Start Transmission (CST) drive systems optimize the use of power for maximum production capacities. Ever more powerful systems require ever more horsepower, heavier chains and faster conveyor speed with maximum availability. What was needed was a truly intelligent drive system for face conveyors, which led our engineers to develop the Controlled Start Transmission (CST) drive system meeting the following requirements: • Currently available power up to 1200 kW (1,950 hp) per transmission unit • Safe startup of the face conveyor • Full utilization of the installed power • Highly durable components • Compact dimensions • High level of efficiency
Get a Quote
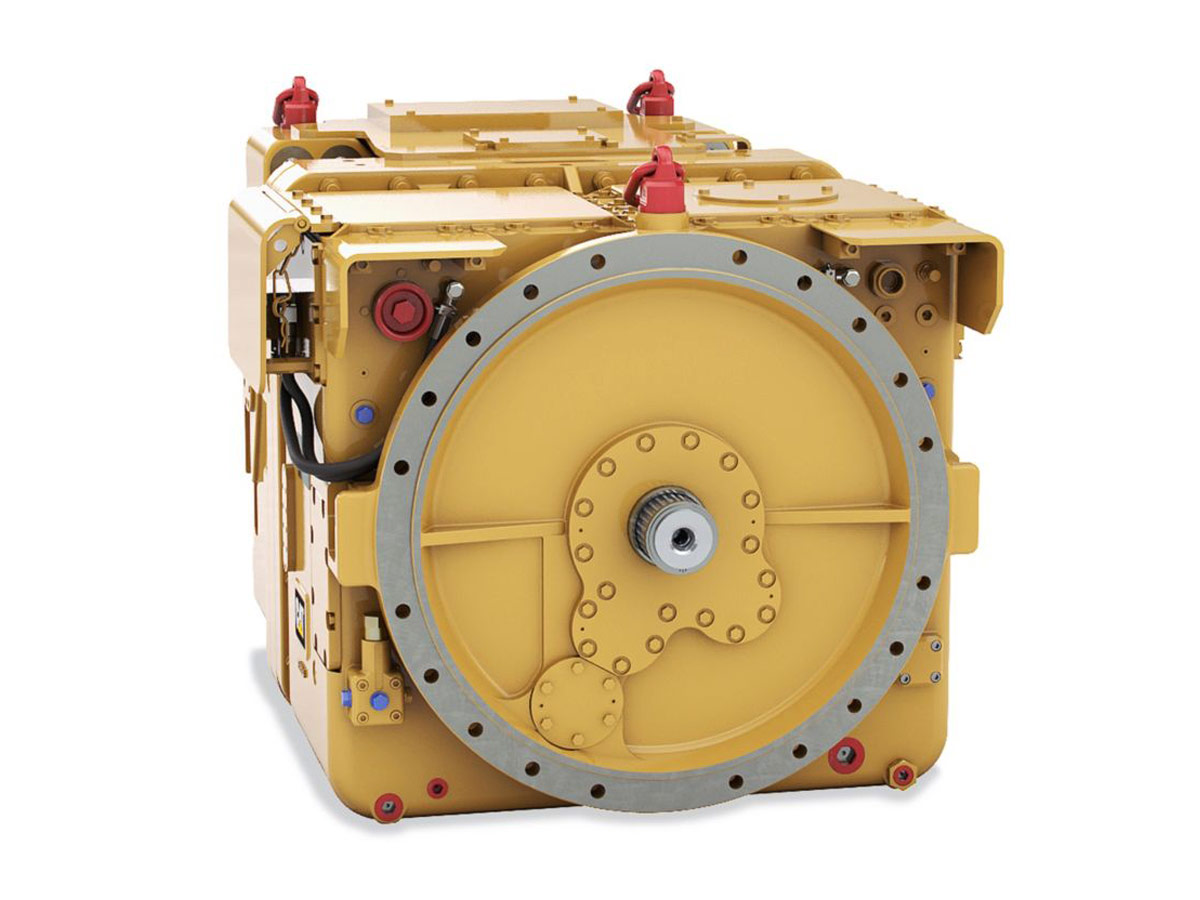
For soft-start and heavy-load startup, all drive motors run up to full speed at no load. Motors are always started sequentially, with the result that peak current and energy demand are very modest. When the last motor has reached full speed, pressure is applied to the CST clutch, increasing until the breakdown torque is reached if needed. As a result, the increase in pressure and motor load is synchronized during the startup phase and continues as the conveyor accelerates.
Power consumption of each motor is constantly monitored to allow load-sharing between the individual drives. If a preset value is exceeded, slip at the drive with the greater power consumption is increased, causing the other drives to draw more power and equalizing power distribution again. The typical operating slip is normally below 0.2%.
• Accurate load-sharing between the drives: Full utilization of available power, avoiding motor overheating and resultant downtime even with a chain showing different pitch along the face
If the chain is jammed by large pieces of rock or trapped iron, the CST clutch is opened rapidly and the motor is switched off. To achieve this, the output speed is constantly monitored. Within milliseconds, the rotating mass of the gearbox - and particularly of the asynchronous motor - is disconnected from the conveyor chain sprocket. Communication between the drive control units allows all clutches to be opened simultaneously.
• Instant, effective overload protection: Excessive chain forces and the risk of instant chain failures are virtually eliminated. Chains, sprockets and transmission units incur less wear because shock loads are absorbed.
Occasionally - even during regular shifts - there is a need to interrupt production and shut down the AFC motors.
In order to restart the drives safely, the operator has to wait a considerable time (up to 3 minutes) until the motors come to a standstill. Motor braking leaves an adjustable residual pressure on the CST clutch, minimizing the time for the motor to stop and the resultant downtime.
The PMC™-D and PMC™-V are members of the Cat PMC™ family of programmable mining controls. The PMC™-D controls drive applications such as face conveyors and overload protection gearboxes. The PMC™-V drives visualization.
The PMC™-D is typically dedicated to each gearbox or drive individually. It contains all necessary hardware to control all functions of a drive system effectively. The unit can be connected to an internal mounted distribution box as typically used in CST gearboxes for the connection of sensors and actuators. The PMC™-V contains 24 keys for easy operation and a 4” VGA display. Graphical trends, warnings and any error messages can be displayed. The interface is available in various languages such as English, Chinese, German and Russian. The PMC™-V displays all available gearbox data including transducer values, status information, global and local parameters, network status, etc. Parameters can be easily changed using the 24-key numerical keyboard. Important system parameters are password protected.
This software visualizes all CST, tail drive and chain tensioning data. It allows changes to drive system parameters and monitors load-sharing, conveyor speed, clutch sensors, etc.
The software also stores all CST data and undertakes analysis and trending of sensor values. It allows export of data to office applications such as electronic spreadsheets. Chinese, German and Russian versions of the software are also available.
The CST drive system was applied for the first time in 1995 on a high production longwall face in the United States. Since then, well over 500 CST drive systems have been sold and are operating successfully in mines in the U.S., Mexico, Australia, Poland, China, Russia, Kazakhstan, the Czech Republic and Germany. The maximum total available power for the face conveyors is currently up to 3600 kW. All components - particularly the vital components within the supply unit and the CST clutch - have proven their reliability in a range of applications. The world’s highest capacity AFC (>6000 t/h) and the world’s longest AFCs in operation (nearly 500 m/1,640 ft) have been equipped with the Cat CST drive system.
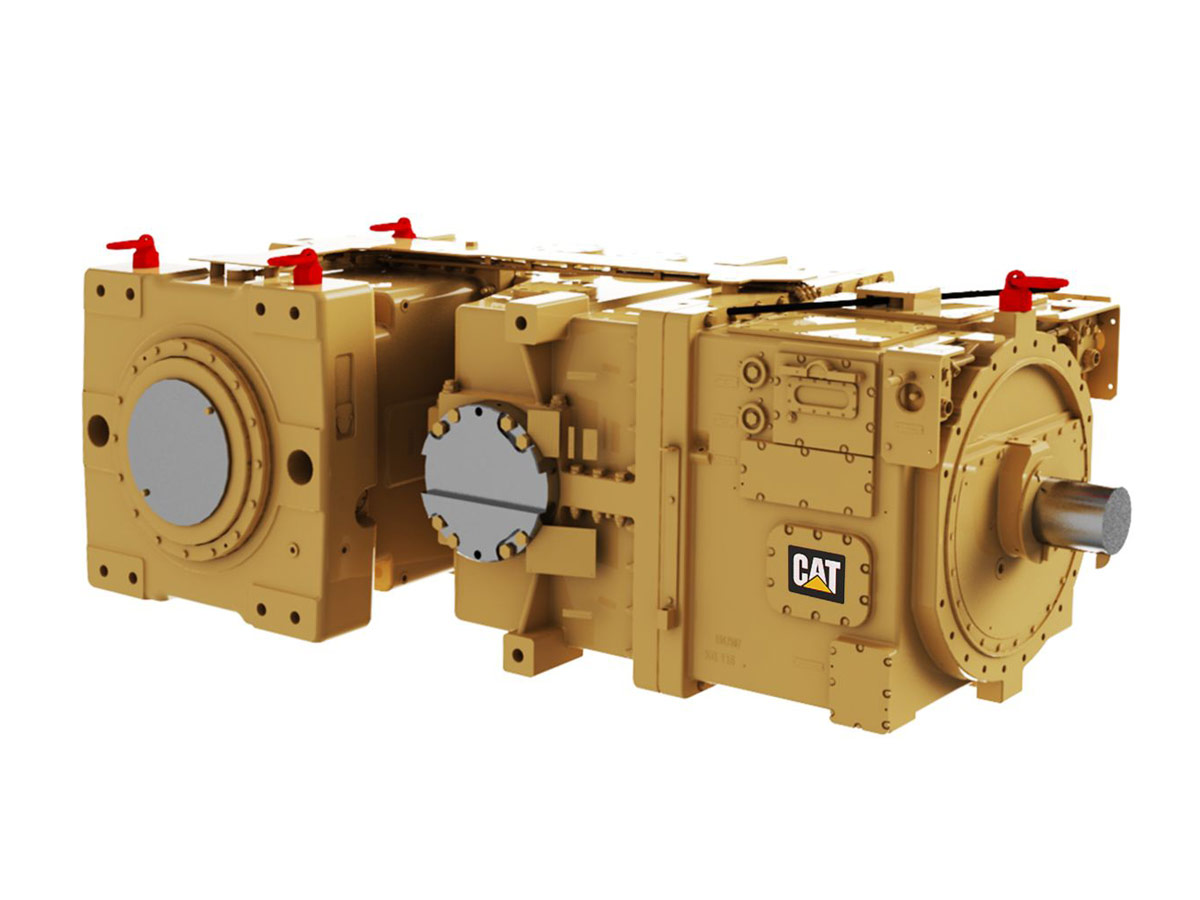
The ICDS is the result of continuing cooperation between Caterpillar and Baldor Electric Company. It combines the tried-and-tested CST drive system for face conveyors with a newly developed special Baldor Electric motor with our new PMC™-D drive control system.
The ICDS has a special asynchronous motor from Baldor Electric Company, with rated power of currently up to 1200 kW (1,950 hp). The nominal motor running torque is 7640 N·m (5,635 lb-ft) at full nominal speed. The maximum AFC starting torque (breakdown torque) is 3 × 19 100 N·m (14,090 lb-ft). Space is provided for integrated protected mounting of PMC™-D controls and other accessories. The power cable can be equipped with a Victor plug. The ICDS allows direct measurement of motor power at the PMC™-D controls.